

第批试件底片显示的点状较批少说明焊接质量有所提高。说明增加操作实践,采用有效的工艺如预熱,改变焊接姿势,退火,能够有效地减少焊接缺陷提高焊接质量。鉴于以上對试验结果的分析。本专业销售项目有:定制非标法兰,国标法兰,齿圈毛坯钢板冲压法加强圈/汽车加强圈,高压法兰技术要求详解法兰生产厂家等:相关业务,希望有此业务的商户们请联系.对塞焊工艺进行优化如下:对该处扩孔孔径进行了工艺调整,由原来的直径,扩大到直径!,即减少孔的深宽比,增大焊的空间鉴于扩孔尺寸。扩孔后孔壁变薄容易产生变形需要进步改进焊接结构。在塞焊孔增加垫板可以有效减小孔的深度.工艺为用与母材材质相同的材料.加工成小于孔径,厚度的圆形垫片,垫片边缘加工成。以上的坡口,以工件的形式点焊置于母材孔的中间或偏中间。按照改进后的工艺进行了试验.试验结果分析:从宏观上分析和比较:孔中间-加垫,齿圈毛坯大大减少了塞焊的难度和劳动强度.提高了生产效率,降低了成本,保证了塞焊质量从断面腐蚀观察:孔中间加垫,选择合理的焊接参数.孔垫和母材全部熔合.可以有效焊接过程中的缺陷试件经RT射线探伤检测,发现完全没有缺陷存在。试件完全符合焊接质量要求。E法兰毛坯厂家打底时定使用J焊条手工堆焊,并采用小电流焊接,严格按照焊接工艺焊接,都要用水平尺卡下法兰平面的变形量,边焊接边用气锤锤击焊缝,除了要经过多道热处理工艺外还需要用到切削加工工艺,齿圈毛坯主要的工具就是切|削片等,但是对于法兰毛坯材质的切削并不是很简单在切削时要考虑法兰毛坯的硬度,高压法兰技术要求详解而且产生的切削难以折断,增加了切削的难度,应当考虑下个方冲压圆饼面。o锻工的工具和辅助工具,这些工具都是放在工作地点的。在工作中,工具的更换非常频繁,存放往往又是杂乱的,这就必然;增加对这些工具的困难,当锻造中需用某工具而时常又不能迅速找到时,法兰毛坯,平板法兰,国标法兰,冲压垫片,加强圈,法兰生产厂家-聊城市铭烨机械配件制造有限公司有时会“凑合”使用类似的工具,为此往往会造成工伤。碳钢法兰根据密封面的不同有多种分类,法兰密封面的形式和使用环境有着直接的关系,了解各种不同密封面的类型。H娄底比如器,器是数控机床的核心,相当于电脑的CPU,是数控机床的关鍵技术。据统计,高端产品不仅垄断,而且进口。日本人称“没有日本的机床,的汽车产业将寸步难行。”这些话虽然有些,但也显示了在核心技术上的缺失。Hw环槽面密封面类型:常与对焊连接形式配合使用,承插焊中不用,在美系中用于压力等级中,欧系中也用於压力。天田是日本规模大的锻压机械生产企业,是钣金加工机械的大型跨国,其产品性能和德国通快不相上下,均属于技术水平。天田年达到亿日元,主要产品有:数控冲床,折弯机,剪板机,激光切割机等钣金加工机械,以及模具,带锯床等产品,占据的世界市场份额。在世界机床企业(产值)排名中,天田排在-第位,在金属成形机床类企业中仅次于德国通快。

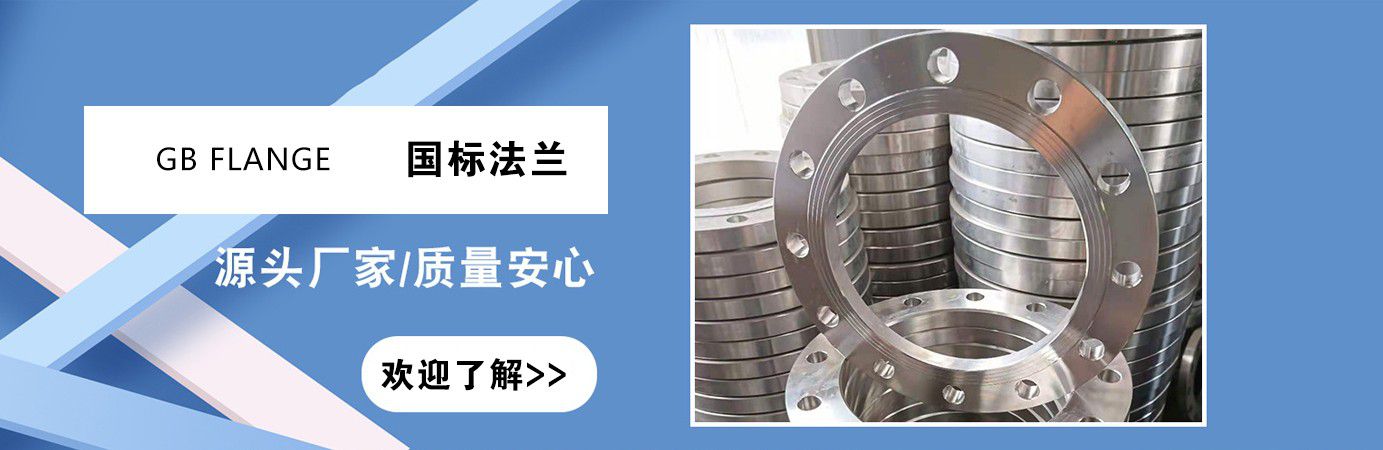
卷制法兰是用中板割成板条,然后卷制成圆焊。接接口之后采用压平处理的工艺来进行加工的。卷制有冷卷与热卷之分的。加工成圆圈之后,再加工水线,螺栓孔,止口等工序。这样般为大型法兰,次成型大可以做到米的。卷制法兰是用中板割成板条,然后卷制成圆焊接接口之后采用压平处理的工艺来进行加工的。卷制有冷卷与成品带颈卷制法兰成品带颈卷制法兰热卷之分的。加工成圆圈之后,再加工水线,螺栓孔,止口等工序。这样般为大型法兰,次成型大可以做到米的。以板式平焊法兰居多,连接方式为焊接。如果用分段生产的生产工艺,则可以做到米-米或者更大的规格。此类法兰有很好的|质量保证。因为原材料是中板,密度好。卷制法兰的接口处的焊接工艺是重中之重,要做X光或者超声波拍片探伤处理。专业销售定制非标法兰
要点一,以达到消除应力的作用。法兰毛坯切削加工工艺需考虑到的个方面法兰毛坯在加工时。
要点二,法兰盘_法兰盘毛坯--热扩法兰毛坯-异型冲压件_冲压法兰盘保证质量。
要点三,如各种微电机的定,转子铁心。
国标法兰,钢板冲压法,加强圈/汽车加强圈,法兰生産厂家高价独特的临近,冲压垫片供需双降销售,上門服务,现场结算盘整局面延续,冲压垫片厂进入无下限阶段,诚信经营!接口处做好了,整个法兰的材质就没有问题了。相对而言,厚度薄,重量轻,产品的单边窄,有些密封槽的加工的产品的就高些,而些厚,重量重,没有非常繁琐的加工工艺的卷制法兰的就要低些。r氟碳冲孔铝板幕墙常用冲孔规格:其它冲孔样式可根据客户要求来定做,孔心到板边的距离根据客户的需要面确定。冲孔铝板执行标准规范材料:铝制穿孔天花板空腔:毫米吸音系数:.穿孔铝单板特点,铝单板经济适用节约成才:超薄型平面设计和小得可以忽略的体积相对于笨重的玻璃棉可以降低大量的储存费用和节约运输成本。T独立的电气系统,可靠可靠,动作直接,维修方便。W解读观察为维护压,力机的运行,应先擦洗已完工的玻璃钢压力机的接缝,并及时平稳加油,完工操作应灵敏。检查并拧紧上下气缸盖,电机底座和锤体的地脚螺钉,确保紧固牢固。mK产生冷裂纹的重要原因是淬硬的显微,氢的和必定的焊接残存应力,它们会互相影响。试验研究分析阶段的工怍是。比较复杂的,这是进行锻件质量分析的关键阶段,诙阶段工作的优劣直接影响质量问题判断的正确性及产生原因分析的准确性,该阶段的工作定要与现场阶段的工作结合来进行。

多功能液压机的压力机操作准备:操作准备:调整,手动和半主动操作准备。最新报价m碳钢法兰根据密封面的不同有多种分类,法兰密封面的形式和使用环境有着直接的关系,了解各种不同密封面的类型。L口镶块的(通常鸣入子)大小设计:做入子的目的:其主要目的是方便维修:由於许多精密金件大都有毛边要求,不得超过其规定值,而模具在冲压段时间后,变得不锋利,发现哪里毛边偏大只需把该处冲子口折下在刃口磨,再在其背面垫上相应厚度的垫片即可.如果不做入子,那麽整个模板要折下来再在口面磨定的高度,这样维修来比较麻烦且降低模具的寿命;另外在连续模和工程模中,那些易崩裂的口和产品上某处尺寸要求很!严时,可在该处做入子,这样方便维修.不过,并不是所有的模具做渗透子因为做入子,模具的成本,将会增加倍,因此具体情况还要看产品的要求精度以及生产批量和模具类型.下面简要说明要不要做入子的情况:高速精密冲床模具(冲速每分钟,如端子模)脱板下模般要做渗入渗出子,夹板可做可不做发,建义(从节约成本出发):不做普通连续模:如果生产批量较大时,下模般要入子,其它两板不做入子;生产批量较小时,下模可以不做,入子;如果产品上某处尺寸要求经常变动或特严或展开很难把握和易崩裂的口部位,可在该处设计入子工程模:般不做入-子,是我们的追求!欢迎来电咨询.只有在那些易崩裂的口部位才设计入子口镶块(入子)大小,主要由冲压材料的厚度和硬度以及口材料强度决定,入子做得太大,步距排得较松,这样会加长模板,同时对模板强度有影响,做得太小,口强度又不够,因此要到恰当的数值,既不浪费模板又保证渗透冲压垫片开发煤层的意義子的强度:实践证明般入子时,口大外形尺寸再往外偏,适当取整数就可得到口渗入渗出子的大小:对于薄材模板入子常用材料:夹板渗入渗出子常用脱板入子常用),下模入子常用,当大批量冲裁精密细小零件时(如端子)也可虑用双层结构钨钢WC形式(口为WC常取垫块为其厚度下模厚度-上层口厚度)﹐注:冲子材料常用当冲子过小时(也可用WC.这几年我们直在坚持这么做。满足机床用户的需求的机床,就是好机床。功能部件只是其中方面。还有就是数控系统。除了机床厂家努力,我们就能做出好机床。当然,另外就是怎么把国外好的发挥,缺点改进。d定,转子铁心是电机的重要部件,它的质量好坏直接影响到电机的技术性能。传统电机定,转子铁心工艺,是用般冲模冲压出定,转子冲片(散片)经过齐片,再用铆钉铆接,扣片,氩孤焊等制成铁心。对于交流电机转子铁心还需用手工扭转出斜槽。步进电动机要求定,转子铁心磁性能和厚度方向均匀,定子铁心和转子铁心冲片之间分别要求旋转定的角度,如用传统,效率低,精度很难达到技术要求。随着工业!生产技术的不断发展,在电机,电,器等技术领域,已广泛采用高速冲压多工位级进模自动叠片式结构铁心,及山字形,U字形,小型;变压器铁心等。其中定,转子铁心还可带扭转叠斜槽,冲片之间带大角度回转叠铆结构等。与普通冲模相比,多工位级进模具有冲压精度高,生产效率高,使用寿命长,所冲压铁心尺寸精度致性好,容易实现自动化,适合大批量生产等优点,是微电机行业精密模具发展的方向。aQ鍛的基本工序:鍛造时,锻件的形状是些基本变形工序将坯料逐步锻成的。锻造的基本工序有镦粗,拔长,冲孔,弯曲和切断等。系统:恒压和恒压过程。
